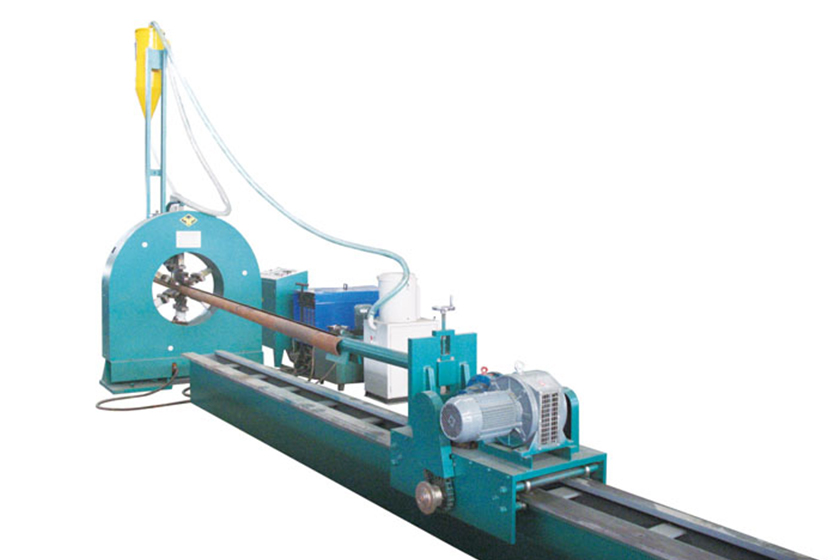
HFH 320 Steel Pole Welding Machine is manufactured by our company,The excellent performance of the machine is widely praised by customers in domestic and abroad.
Description of Steel Pole Welding Machine is composed by main machine head , tractive body and feeding shelf. tractive body was moved by collet in small vehicle nipping the steel pole’s collet. when the small vehicle moved, driven steel pole, from small collet to big collet, regularity moved. the big side of the steel pole was hold by feeding vehicle, force automatic sewing from head of machine to steerable wheel. at one time, the welding machine starts welding. this machine adopt multiple wire submerged arc welding, solder was reclaimed automatic. welding line was symmetrical and slinky.
Advantage of pole machine 1.the speed of welding achieve 2 to 3 meters per minutes, is about 3 times of the gas welding . 2.the cost of the welding is lower than gas welding. 3.it is with speedy welding, high efficiency, and lowest price in china light poles industry now.
How to make a piece of light pole efficiently?you can see the Light Pole Making Process.
1. Steel Coil Decoiling, Flattening And Cutting To Steel Plate 2. Steel Plate Diagonally Shear To Trapezoidal Shape 3. Plate Bending On Press Brake To Pole Shape 4. Pole Gap Seaming And Welding 5. Pole Straightening 6. Flange Making And Installing 7. Lamp Door Cutting 8. Hot Dip Galvanized 9. Pole Polishing 10. Pole Coating
all of these machines are made by our factory.Contact us for light pole machine technical files now!!!!
Light Pole Machine Description
This Pole Machine Composed By Main Machine Head , Tractive Body And Feeding Shelf. Tractive Body Was Moved By Collet In Small Vehicle Nipping The Steel Pole’s Collet. When The Small Vehicle Moved, Driven Steel Pole, From Small Collet To Big Collet, Regularity Moved.
The Big Side Of The Steel Pole Was Hold By Feeding Vehicle, Force Automatic Sewing From Head Of Machine To Steerable Wheel. At One Time, The Pole Welding Machine Starts Welding. This Machine Adopt Multiple Wire Submerged Arc Welding, Solder Was Reclaimed Automatic. Welding Line Was Symmetrical And Slinky. It Has Strong Filter, Forming One Time, And Be With High Welding Efficiency.
The Speed Of Welding Achieve 2 To 3 Meters Per Minutes, Is About 3 Times Of The Gas Welding .The Cost Of The Welding Is Lower Than Gas Welding. It Is With Speedy Welding, High Efficiency, And Lowest Price In China Light Poles Industry Now.
All these machines is in product category,you can choose the best one.
Tandem Press Brake (for example as tw-2-we67y-250*6000 ) was combined by two sets of press brake.tandem achieve synchronization working.single machine was combined by worktable ram and right and left wall board.wall baord adopt assemble structure due to the transportation.the rack has enough rigidity.two cylinders install to the right and left wall board,under the effect of electric operation system,drive the slider running down.on slide there is upper dies,when upper and lower dies touch workpieces,system raise pressure,form the workpieces.use different dies,under different bending,can get the different types of workpieces.the quality is reliable and stable.
1. Technique Parameters Of Machine
SN
Description
Value
Unit
1
Nominal Pressure
2*2500
KN
2
Length Of Worktable
2*6000
MM
3
Max Slider Stroke
250
MM
4
Max Opening Height
760
MM
5
Throat Depth
600
MM
6
Power
2*15
KW
7
Figure
L
12000(Tandem)
MM
W
2300
MM
H
3460
MM
8
Gross Weight
52000
KG
2. Description Of Machine This Machine Was Combined By Two Sets Of 250 Tons Press Brake. Tandem Achieve Synchronization Working. Single Machine Was Combined By Worktable Ram And Right And Left Wall Board. Wall Board Adopt Assemble Structure Due To The Transportation. The Rack Has Enough Rigidity. Two Cylinders Install To The Right And Left Wall Board, Under The Effect Of Electric Operation System, Drive The Slider Running Down. On Slide There Is Upper Dies, When Upper And Lower Dies Touch Workpieces, System Raise Pressure, Form The Workpieces. Use Different Dies, Under Different Bending, Can Get The Different Types Of Workpieces. The Quality Is Reliable And Stable.
3. Figure
4. Major Spare Parts Suppliers
SN
Name
Spec.
Qty
Suppliers
1
Oil Pump
25 Above Capacity
2sets
Shanghai Qigao Pump
2
Motor
15kw
2sets
Siemens Bader
3
Adjustable Motor
1.1kw
4sets
Siemens Bader
4
Sealings
Full Sets
2sets
Japan
5
Electric Components
2sets
Schneider
6
Hydraulic Oil
46# Anti-Wear Hydraulic Fluid
12barrel
Shanghai(By Users)
7
Hydraulic Valve Stack
Professional System
2sets
Home Made
8
Cylinder Of Press Brake
Professional Cylinders
2sets
Home Made
5. Dies (1). Upper dies: Each for standard die handle and pressing die, detachable, length is 12000MM. Polygon Upper Die Round Upper Die
(2). Bottom dies: one set of combination die, V type bottom die open, length is 12000MM.
TW-2-WE67K–400/6000 CNC TANDEM PRESS BRAKE is full loop electro-hydraulic servo synchronized control system- equipped with mechanical crowning compensation device on worktable. easy operate.
2.Main Machine Configuration ■ Standard With Cnc Delem Netherlands Da52S(Basic configuration) ■ Bosch Germany Company Producing High-Performance Control Of Synchronous Servo-Hydraulic System ■ Detechtion With Scale To Synchronous Optical Position Feedback On Both Sides ■ Provided By Buyer’S Request Under The Series Of Workpieces With One Set Of Tooling 3. Main Imported Accessories — CNC SYSTEM HOLLAND DELEM DA52S — HYDRAULIC SYSTEM GERMANY BOSCH — SCALES GERMANY –HIGH PRESSURE CLINE PUMP JAPAN NACHI — OIL TUBE CONNECTOR ZHEJIANG — CYLINDER SEALINGS IMPORTED FROM JAPAN 4.Parameters
SN
NAME
UNIT
VALUE
1
NORMINAL PRESSURE
KN
2*4000
2
BENDING LENGTH
mm
2*6000
3
BENDING THICKNESS
mm
3-12
4
COLUMN GAPS
mm
4800
5
SLIDER STROKE
mm
320
6
MAX OPENING HEIGHT
mm
950
7
THROAT DEPTH
mm
950
8
WIDTH OF WORKTABLE
mm
480
9
SLIDER VELOCITY
IDLE LOAD
mm /s
≥60
10
WORKING
mm /s
7
11
RETURN
mm /s
≥60
12
MAIN MOTOR POWER
KW
2*22
13
SIZE(L×W×H)
mm
2 x 6000x2900x5350
14
MACHINE WEIGHT
kg
2*48000
15
ACCURACY
SLIDER REPEATABILITY
mm
≤0.02
16
SLIDE POSITIONING ACCURACY
mm
≤0.02
17
WORKPIECE STRAIGHTNESS
mm
0.75 / m
18
BENDING ANGLE ERROR
′
<45/m
19
SCALES RESOLUTION
mm
0.005
5. Requirements Of The Machine Structure 1:The frame is split steel welding, parts assembly structure; 2:Rack, on skateboards and welding around wall panels shall be subject to full stress annealing treatment after the elimination of internal stress, and then processing the parts with a whole face, to ensure that the static accuracy of machine tools; 3:Paint the pieces before welding subject to the surface of sand blasting, surface clean-up level for Sa2.5 (GB8923-88), after the paint coating machine delivery, installation and commissioning at the scene after the paint surface. Nippon Polyurethane topcoat paint used, the color specified by the demand side; 4:Machine using the table plate thickening, and about the slider panel, so that the stiffness of an excellent machine, the machine synchronization and the use of skateboards positioning CNC electro-hydraulic servo position feedback system, which dynamically through Grating detected on both sides of the physical location of the slider, feedback to the CNC system, real-time precise control of the two main fuel tank trip (Y1, Y2-axis), so the slider can be promptly corrected the error on both sides of the synchronization and accurate positioning, so that the slider is completely contained in the case of migraine can be always maintained in parallel with the working platform and accurate positioning to ensure that the machining accuracy of machine tools. 5:3200 liters of hydraulic system uses a large volume tank, Germany imported original BOSCH company dedicated Bending Machine drive electro-hydraulic servo valves, imported from Japan Internal Gear Pump, Zhejiang Yonghua Company production pipeline joints, Japan NOK Waldorf card complete set of oil cylinder seals, high-quality Chinese-made motor. Compact hydraulic system, sealing performance, simultaneous high-precision, long service life, the eight-hour working system work properly. Hydraulic fluid tank with liquid thermometer. Smooth hydraulic cylinder action, non-impact, crawling phenomenon. 6:Electrical control system IS in line with international standards, safe and reliable, anti-interference ability,ELECTRICAL CONTROL CABINET equipped with Fan natural cooling device, the system with movable foot pedal operation, all electrical components use Schneider or SIEMENS products. 7:Upper and lower mold material good, long working life.
6. CNC System Features And Functions DA52S CHARACTERISTICS
Integrated DA52S CNC system, not only can be applied to distorted synchronous bending machine control, can also be applied electric hydraulic synchronous bending machine control. Based on 4 axis control panel installation structure, can be installed directly into electricity on ark, can also be installed in the suspension on the ark. DELEM friendly user interface and the TFT true color LCD display DA – 52 s system, with all the basic functions of the bending machine control.Its unique way of “shortcuts”, provides a quick and simple programming. The Angle of the Y axis programming and pressure control as standard. DA – 52 s system based on the latest technology, with stable and reliable solutions.The USB interface of its configuration, bringing products and mould fast backup. .A page type parameter programming quickly .6.4″TFT,TRUE COLOR DISPLAY .Navigation shortcuts .THE MAX 4 axis control(Y1, Y2 and two additional shaft) .The workbench deflection compensation .Mold/material/product library .USB interface .Advanced Y axis control algorithm, can control closed loop, also can control open loop valve .Panel installation structure, optional suspension box 7.Dies 1.Upper Dies:Each For Standard Die Handle And Pressing Die,Detachable,Length Is 12000 Mm。 2.Bottom Die:One Set Of Combination Die,V Type Bottom Die Open,Length Is 12000 mm。
8. Machine Items Not Agreed Upon The Following Criteria By 1.JB/T 2257.1-1992 《Technical conditions of sheet metal PRESS BRAKE》 2.JB/T 2257.2-1999 《PRESS BRAKE model and basic parameters》 3.JB/GQ-F 2012-86 《PRESS BRAKE quality grading standards》 4.DBS002-91 《PRESS BRAKE performance and test methods》
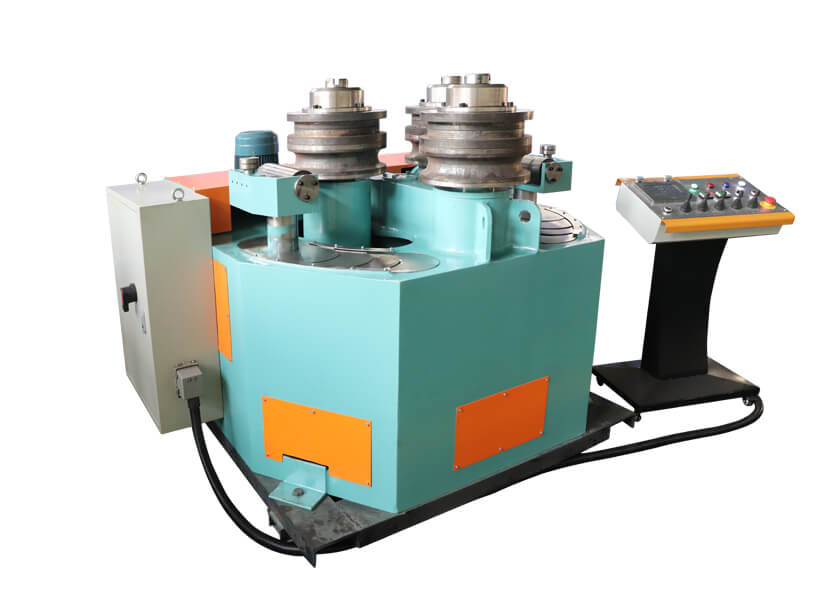
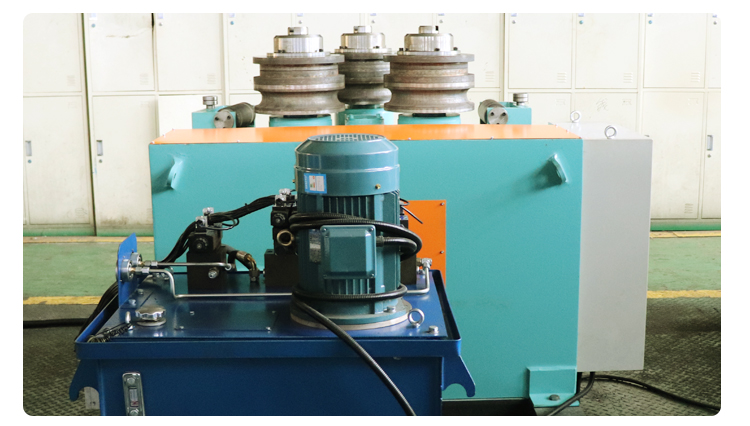
Features: • 1 set of high-grade standard solid and ground rolls (special steel) • Hydro motor drives all rolls and planetary/gear • Side support rollers are used to bend angle iron,leg in-leg out • Convenient and simple portable control panel • Customer can select horizontal or vertical operation • Machine body is made up of stress-relieved steel • Reliable and safe overload protection is set in hydraulic and electrical systems • Bottom rolls can be hydraulically adjusted with digital readout
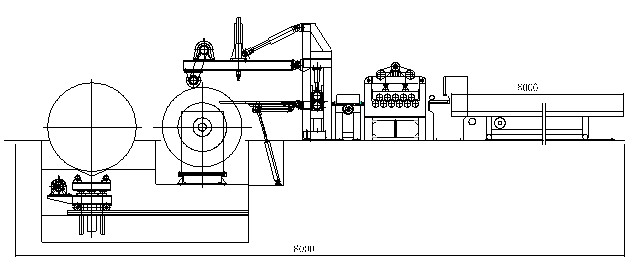
1.This machine (ZDW43J -6*1800)used to spread the steel coil,leveling and cut to the request size.after manual feed into the leveling machine,as the cutting size,the unit will finish the leveling and cutting action.
2.Equipment Combination. 1).Decoiler—2).Side Guiding Unit—3).Leveling Machine—4).Cutting Machine—5).Stack Table—6).Electric System 3. Unit Scope:
(1)
Coil Materials
Hot Rolled Plate Q235-A (Account As The Strength Of Materials)
(2)
Coil Thickness:
2-6MM
(3)
Coil Width:
800-1800MM
(4)
Coil Weight:
≤30T
4. Unit Parameter:
(1)
Leveling Speed:
~8m/MIN
(2)
Leveling Accuracy:
2MM/M (Related With Original Shape)
(3)
Scale Length Tolerance:
±5MM
(4)
Main Motor Power:
22KW
(5)
Unit Area:
(L×W)About 24M×5.5M
(6)
Unit Working Direction:
(Face To Console) From Right To Left
5. Equipment Structure And Function: (1). Uncoiler: Used To Support The Coil , Bearing 30 Tons. By The Support Shaft, Frame And Other Components. Sent To Board The First Artificial Leveling Machine, Leveling Machine Driven By The Coil To Start. (2). Side Guiding: Sheet To Prevent Run-Time Deviation, Both Sides Of The Sheet Width Direction With Vertical Guide Rollers, Guide Roller Frame Fixed To The Respective Sliding Seat, Through The Hand Wheel By The Screw-Nut Fushi Slide In The Lead Column Along The Width Direction, To Accommodate Different Width . (3). 11 Rollers Leveler: Pinch Steel And Steel Plate For Correction. From The Base, Frame, Sliding Seat Rolls, Leveler Rolls 11 ( Under 6 On 5 ) , Motor And Other Components To Enhance The Pressure Adjusting Mechanism . By The Motor Drive Gear Reducer, So That The Next Row Of Rollers Are Turning. Adapt To The 2-6mm Thickness, 1800mm Width. Upper Straightening Rolls (5) Electric Lift, Pressure. (4). Cutting: Down To Size After Shear. Mechanical Shears. (5). Materials Sets: Carry On The Plates After Shearing (6). Electric System: System Includes Console, Cabinet.
1.The device (T44QK 6*1800 Cut to length line)is automatic and used to decoil, flattening and cutting steel coil to certain dimension. After boards head feed into flattening machine, other actions are controlled automatic by the data of speed, cutting length, cutting number and so on, which is input from touch screen.
2.Production line technological process as follows: Coil loading → decoiling → plate leading → leveling → plate storage → correct and centering → leveling → sizing → cutting → stacking
3.This line is centralized controlled by PLC, control console has the function of length setting, digital display, automatic counting, continuous cutting, failure warning and so on. The line arranged compact, sizing of plate use import servo motor, with high sizing precision. 1. Main technical parameter 1. Raw material:
3. Equipment structure and function (1). Loading trolley Use four column type hydraulic lifting, with strong capability of anti deviated load. Adopt motor and reducer to transmit the power, it walk smooth and steady.
(2). two-cone no harmomegathus type decoiler 1. Use two-cone no harmomegathus type. 2. Main decoiler shaft composed by motor, chain, clutch and brake, it can do decoiling both active and passive. 3. left-right decoiler move along the the base(both of single acting and linkage are available). They are driven by each hydraulic cylinder.
(3). plate leading device It is used to flat the head of plate, then guide it into leveler with decoiler. This device composed by guide press roll, bent beam, shovel head, and feeding support plate. Guide roller press plate head, press down or uplift by oil cylinder swing, rotate by the motor. Oil cylinder push the layer board, cooperate with bending beam to flat the head. According to different diameter of roll, shovel head stretch by oil cylinder, move the plate head away, after shovel head back, decoil can be taken.
(4) Correct and centering machine Prevent plate running deviation, regulate the sheet into the leveling machine, in both sides of the sheet width direction with vertical guide roller, the guide roller frame fixed to the respective carriage, through the hand wheel, wire Rod adjustment by the screw nut so that the slide in the guide column along the width direction of the plate to accommodate different width. (5). 11 rollers straightening machine To flat steel plate. 1. Host machine: after plate fed into leveler, 11 pieces (upper 5, lower 6) of rolls leveling the plate. The gap between upper and lower rolls can be adjust by motor reducer, with good level effect. In the center of straight roll, there use 3 sets of supporting roll to assist, to ensure the rigidity of working roll. Use centralized grease lubrication, with reliable lubricate effect. 11 pieces of leveling roll are use the material 9Cr2Mo, entirety tempering, surface hardening, surface hardness 62-65HRC. 39 pieces of support roll use alloy steel, heat treatment and hardening.
2. Transmission mechanism: use DC motor to drive reducer, gear distribution box, 11 pieces of cardan shaft make each roll working active. The material of gear is excellent carbon steel, heat treatment: tempering, surface hardening. A. Technical parameter Thickness: 2-6mm (σs<260MPa) Width: 1800mm Leveling roll: 11 pieces Diameter of roll: φ160mm Flatness error: ≤2.5mm/m2
(8). Shears (pneumatic clutch) Adopt pneumatic clutch shears, with the fast speed. The blade can be adjusted simply, to adapt different plate with different thickness.
(7). plate discharge car (side discharge, back discharge) Used to storage the stacking plates, convenient to packing and carry the plates. It is composed by car frame, wheel, motor reducer, chain transmission mechanism and so on. One car run backward, another run sidewise, take turns, to increase efficiency.
(8). Hydraulic system Composed by hydraulic pressure station, joint, oil tube, valve and oil cylinder. The hydraulic system control the whole production line of oil cylinder action. Main hydraulic valve use imported product.
(9). Pneumatic system Be made up of gas source, connectors, gas tube, valve, cylinders and so on. (Gas source provided by user) Pneumatic system controls the operation of the cylinder of the entire production line.
(10). Electrical system Achieve full range of motion control. System has a console, control cabinet, centralized control across the board. The main console has a length setting, digital display, automatic counting, high and low speed adjustment, manual feed continuous shear failure alarm function. Length control system, speed control system, program controller(PLC), all from joint venture of imported products.